So, this being my first time sending out digital files to a CAD system, I was hoping everything would work properly. I probably over-did it, but I sent printouts of what the final pieces should look like (to scale of course...) just to prevent being disappointed when I got the parts back!
So I wait a week, and this nice box is waiting for me on my doorstep...
Honestly, I was a little nervous to open the box, but when I did, I found this:

And THIS!

That is what I had in mind the whole time. And, it's about as perfect as you can get. The edge is like a fine bead-blasted finish. Pretty crazy for a high pressure stream of water with a little garnet dust in it!
They even left the parts "attached" in the steel plate by leaving a tiny hair of steel left uncut so all I had to do was bend the pieces back and forth a little to get them out. Kinda like when you'd remove model car parts from the plastic tree when building a model...
So, when attached to the engine they look like this:
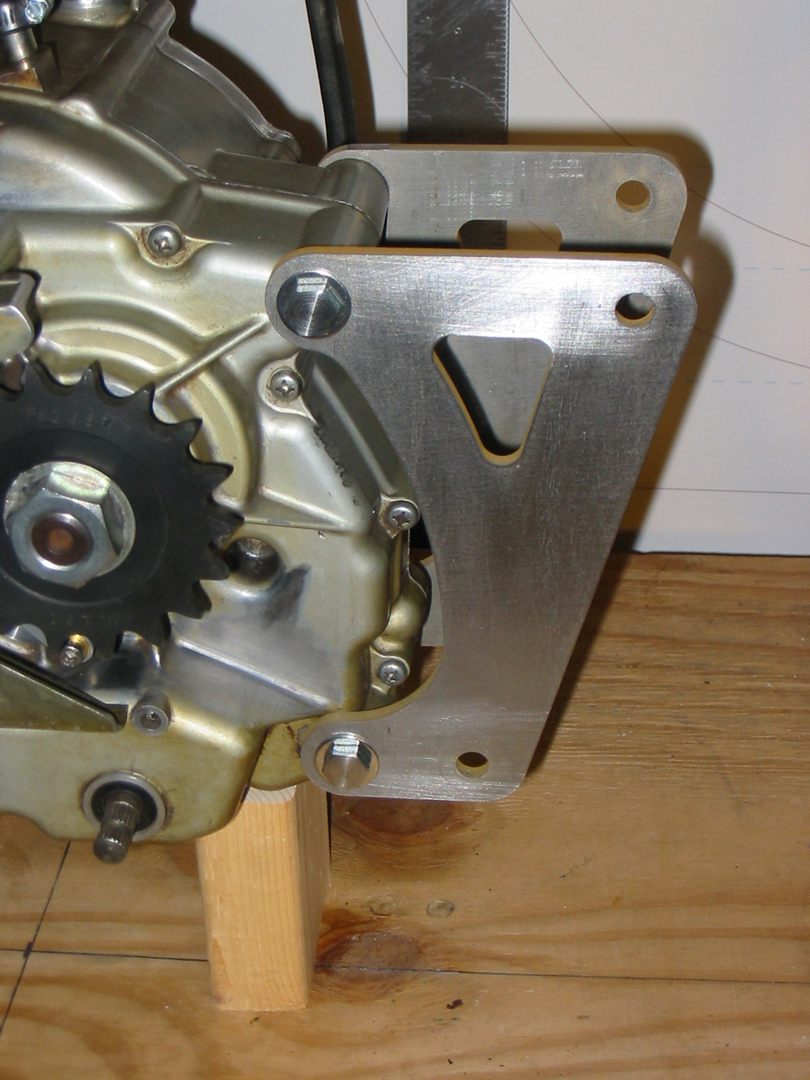
And with the rear frame tube attached, this:

It seems like I've been waiting FOREVER to get this far! ...but it has enabled me to finish up the design of the rear axle plates, disc hanger, chain adjusters, rear-end lifters for the rear stand, etc. Since my budget is ...um ...small, that was all I could do.
But, we're starting to get a little more momentum now.
I picked up my tubing roller from my friend Fred the body-man so I can start on the "main backbone" of the frame next. That will have the nice, gentle curve from the steering head to the rear of the engine. -That's where the roller comes in...
Check back soon!



























